Many boaters have asked me how to install stronger, flanged seacocks without also drilling extra holes in your hull for the bolts that hold the flange. It can be done, as you will see below. Though this is going to be slightly less robust, in strength than through bolting, I would have no qualms about using this method on my own boat. I do admittedly through bolt on my own vessel out of personal preference. Don't get me wrong this is still a robust installation, if done with care & patience, and it is stronger than the hundreds of thousands of vessels out there with noting more than a valve threaded to a thru-hull. This is also a decent option for those with cored hulls where thin external skins are to thin to take the countersink depth of the bolt head.
This article already assumes you're using GPO-3 polyester/fiberglass or G-10 epoxy/fiberglass sheet for the backer blocks, and have already made the circle/donut.
This article also assumes you are utterly opposed to through-bolting your seacocks to the hull.
For tapping I recommend a thickness of about 5/8" for your GPO-3 or G-10. In testing I have exceeded 1000 pounds of direct pull on 1/2" home made polyester fiberglass board. G-10 and GPO-3 are far stronger than my home made fiberglass sheet and the extra thickness yields even more strength.
Unlike the other method where you glass the backing plate to the hull first then drill the hole for the thru-hull with this method you drill the thru-hull hole first. To do this project a drill press is HIGHLY recommended.
07-APR-2009
A Perfectly Centered Hole
By using the pilot hole you made the original circle with you will automatically have a perfectly centered hole in the backing plate.
Be sure to use a hole saw as close to the OD size of the thru-hull as is humanly possible. There should be very little room between the threads and the fiberglass.
Please be aware that working with G-10 or even GPO-3 board is like working with steel. It eats tools for lunch.
07-APR-2009
Make A Shim
Before you drill and tap the backer block you need to tighten the flanged adapter to the backing block using the thru-hull. Because you are missing the thickness of the hull you will need to create a spacer that takes the hulls place.
I used some PVC exterior trim lumber and drilled the same diameter hole as in the backing block. Then all I did was center & tighten the flange and thru-hull together with the backing plate and spacer sandwiched in between.
09-APR-2009
Clamp & Drill
This is the most critical step and why you really should have a drill press. Because you are literally drilling and tapping a piece of 5/8" fiberglass or epoxy sheet, the threaded holes MUST be perfectly centered in the flange holes, and they must be 100% vertical.
I made my spacer square, and wider than the head of the thru-hull, so I was able to clamp it in my drill press vice. I can not stress enough how important it is to make perfectly vertical holes that are perfectly centered in the holes of the flange or seacock. There is NO wiggle room here. Mess this up and you just wrecked the backing block..
09-APR-2009
Drill & Tap
Please don't cut corners on the quality of your tap and always use the proper sized drill for the tap.
This is an "F" drill for a 5/16" X 18 thread tap. You can also use a 17/64" drill with a 5/16" tap. Fiberglass or epoxy sheet is susceptible to off center tapping so be careful to not cut crooked or wobble your tap side to side as it will make the tapping bigger than you want. Practice in a scrap piece of fiberglass first if your not comfortable with this.
Once tapped through use an air gun to blow the flutes of the tap out. Do this before reversing it out of the fiberglass..
09-APR-2009
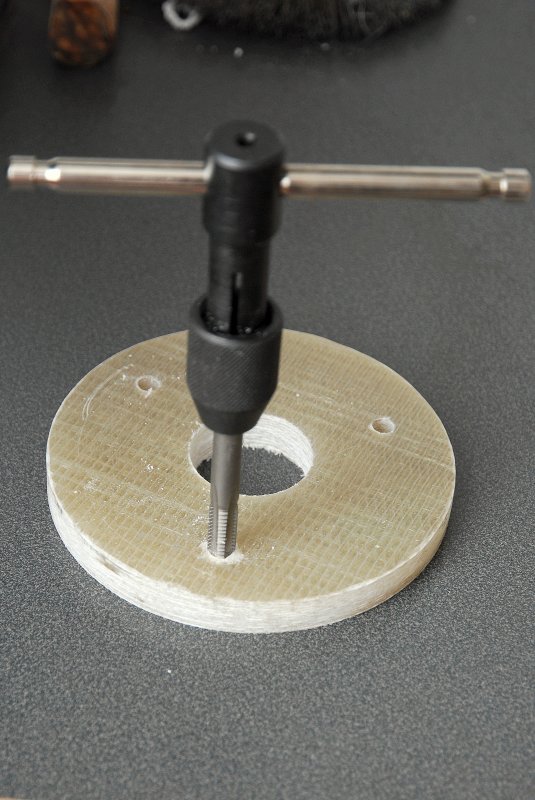
Tapping The Backing Plate
This is fairly straight forward but remember to tap this totally vertical. Avoid over tapping or multiple tries or passes. Each pass will remove more material, once in, once out..
09-APR-2009
Cutting The Studs
Silicon bronze threaded rod is expensive but silicon bronze carriage bolts are cheap. Simply install two nuts onto the bolt and clamp only one of the nuts in the vice while tightening the other back onto it. This essentially locks the bolt into the vice so you can cut it without it spinning or moving.
09-APR-2009
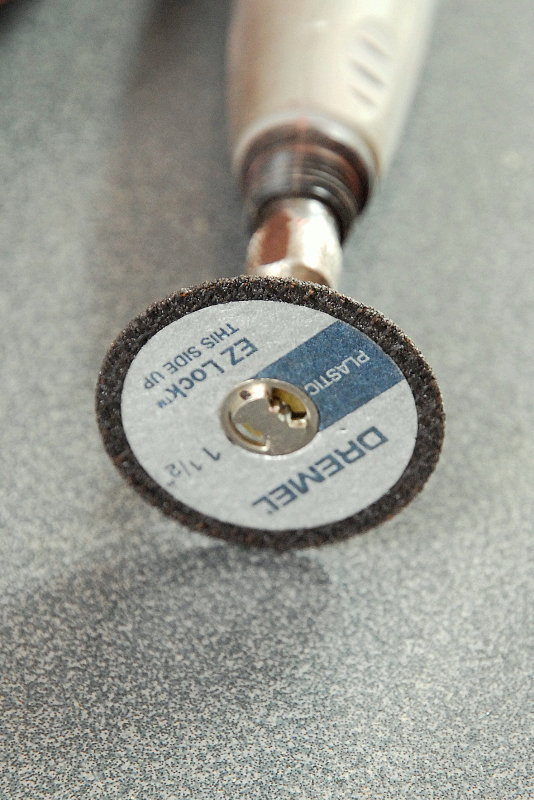
Cut Off Wheel
Though this 1 1/2" Dremel cut-off disc says "Plastic" it is my favorite tool for cutting bolts or threaded rod, and it works equally well on stainless or bronze.
09-APR-2009
Cut Off The Head
As you get good with the Dremel you can make some amazing bolt cuts with threads that work as good as factory. Of course you could use a hack saw too but the Dremel is nice.
09-APR-2009
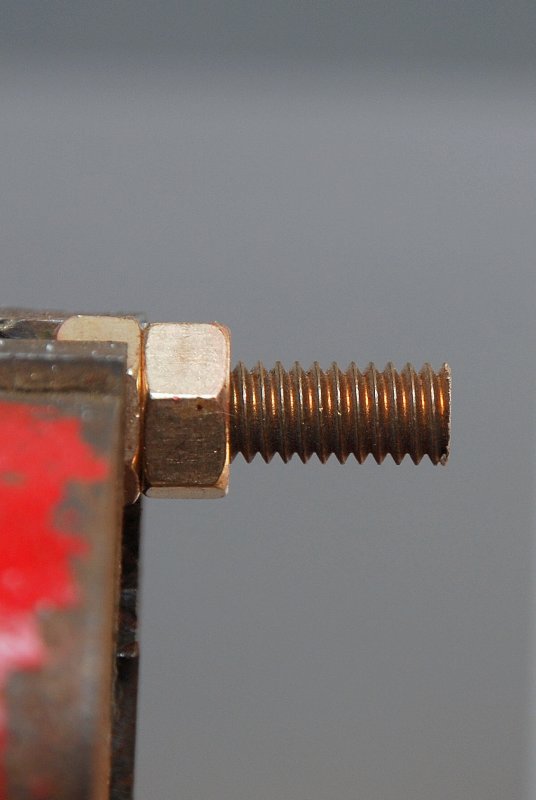
Finish The Threads
Once I have cut the bolt I then clean the cut end on my bench grinder with a brass wire wheel. This one looks almost as good as the factory end and works the same too.
09-APR-2009
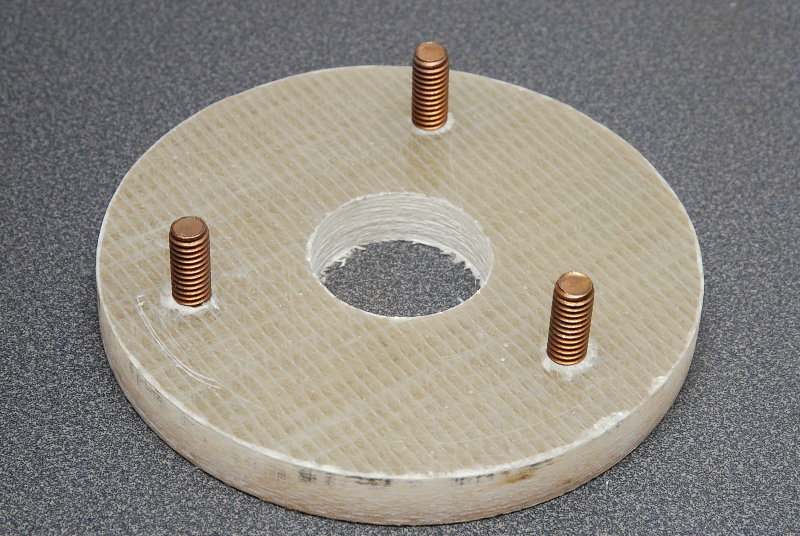
Insert Studs
With the studs made you simply thread them into the backing block. If you got a little aggressive with the tap it's not the end of the world. Mix up some slightly thickened epoxy and apply with a syringe into the hole, wax the stud and thread it in with the thickened epoxy and let it cure. This will create a nearly perfect thread interface between the stud and backing plate. Even with a good tap I still dip the stud into epoxy, coat the inside of the hole and thread it in.
09-APR-2009
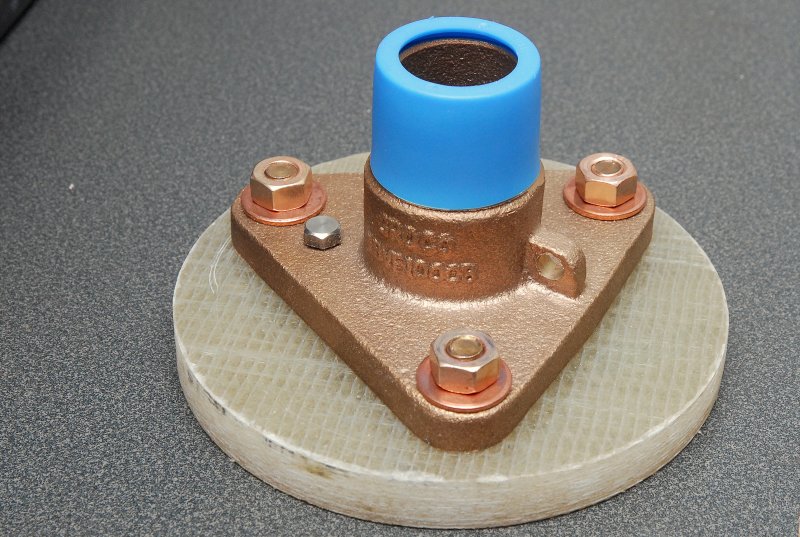
Install Flange or Seacock
Once the studs are in simply drop the flange over it put on the nuts. You're now ready for a dry test fit in the hull.
******PLEASE CLICK BELOW FOR PAGE 2*******
09-APR-2009
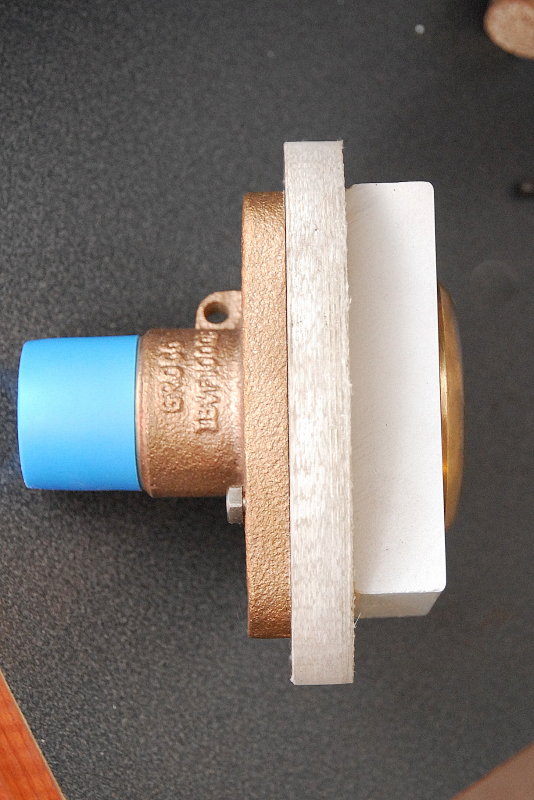
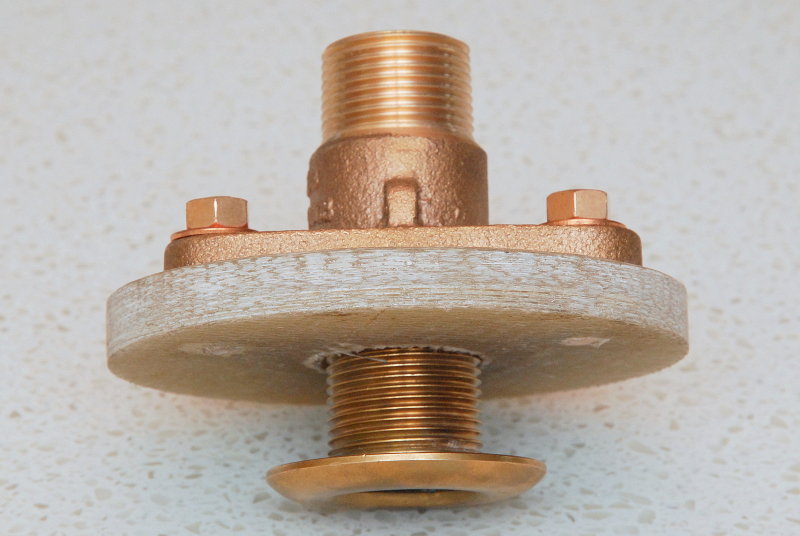
Side View
This photo shows a side view of the assembly. The hull & sealant are the only pieces missing.
09-APR-2009
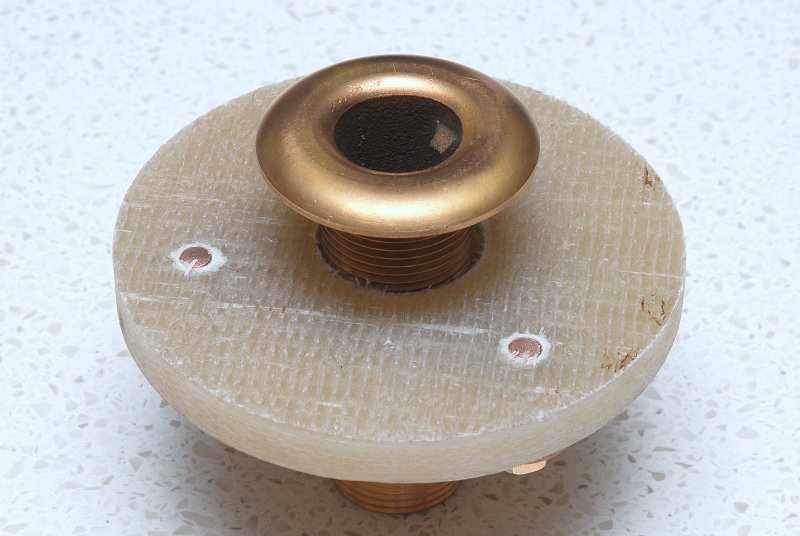
Bottom View
Here you can see the bottoms of the studs.
10-APR-2009
De-Wax
First you need to de-wax the backing plate. Polyester finishing resin has added paraffin to aid in the cure process. This wax, and the wax coating from what you laid it up on, must be removed prior to installation or nothing will adhere well.
Over the years I have found the dedicated, but overly priced, cocktails of chemicals sold by Pettit or Interlux as de-waxers definitely work. I only wish I could figure out what the chemical mix is because I bet I could mix it up for considerably less than what they sell it for.
10-APR-2009
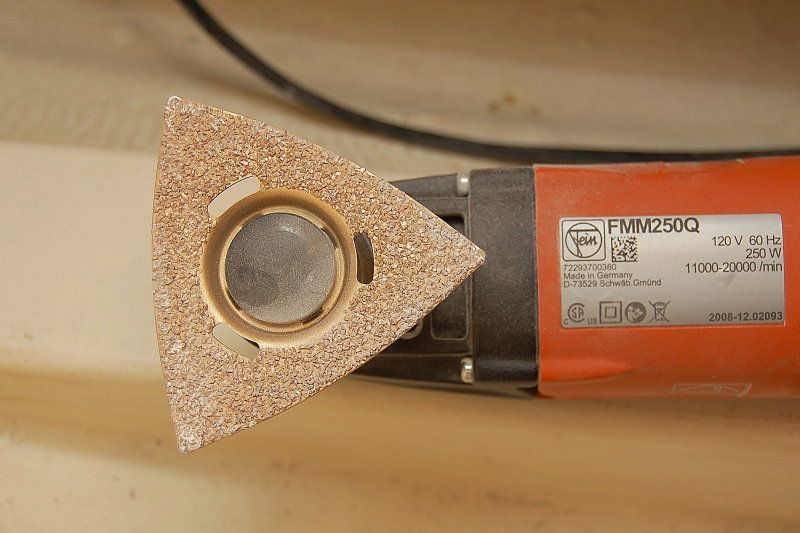
Aggressively Sand
For good adhesion you really need a clean surface with nice deep scars and surface irregularities. For this I used my Fein Multi-Master and the Carbide Triangular Rasp attachment. This is a hard, alloy tipped sanding attachment. It produces about 5 times the sanding performance of 40-grit paper, but won't load up with residue. It also LASTS for a long time because it is carbide.
If you don't have a Fein, or other multi-tool, don't worry as about any wire wheel brush on a drill will do a similar job or 36 grit discs on an angle grinder..
10-APR-2009
Sand The Hull
Before you begin sanding the hull you should remove any surface wax. Gelcoat, like polyester finishing resin, is also an air inhibited cure so any gelcoat on the interior of a hull has a waxy surface. In order for proper adhesion any interior gelcoat needs to be removed.
10-APR-2009
Dry Fit
In order for your backing block and through hull to fit properly you must do a test fit. It took me four tries to get the through hull to sit flush on the exterior of the hull due to some irregularities on the interior that needed to be sanded out. The two planes must be parallel under both the backing block and the thru-hull head for a proper fit and this may take some sanding.
10-APR-2009
Installation
Once your dry fit is confirmed parallel, and all sides of the mushroom head sit flush on the hulls exterior you will need to do one more round of de-waxing of both hull and backing block.
After that is done you need to wax both the flange (not the backer block) and the thru-hull with copious amounts of mold release wax, butchers wax or even Collinite. The wax should be a paste type carnuba. After you have waxed it cut a scrap board to length and wedge the thru-hull into place. If you are on gravel or dirt lay a board on the ground to wedge the upright board against.
Contrary to popular belief you really do not need two people to install a thru-hull if you can be a little creative.
10-APR-2009
View From Inside
Here is the thru-hull ready for the resin mix, backing block and flange.
10-APR-2009
Mix Your Resin
For illustration I choose to make a formula to show the consistency better. Whether epoxy, polyester or vinylester all should be plenty strong for this application. Epoxy is considerably stronger than polyester resin, in a secondary bond, and is what I personally use. My mix for illustration consisted of chopped strand fibers, West System 406 Coloidal silica or Cabosil, some West 404 and polyester resin. The same mix can be made with epoxy. When I shot this I was not ready to lay it up so used the less expensive polyester resin.
I like making my own "recipe" because it gives me more control over consistency and how it fillets. Kitty hair is another product I sometimes use but it will not fillet as well as your own custom mix will. For catalyst in the illustration I used some red dyed MEK-P. I like dyed MEK-P so you know you have it thoroughly mixed.
Wear rubber gloves and apply a thin coat of the mix to both the hull and backing block, then slather a large amount onto the backing block and thread it onto the thru-hull about three threads. I then used vise grips to grip the flange to prevent it from spinning and went out side the boat and used my step wrench to tighten down the thru-hull and seat the backing block.
Note: Epoxy will yield a much stronger bond than polyester resin but even polyester should give you about 500 PSI adhesion. ABYC standards call for the seacock to support a 500 pound static load for 30 seconds at the inner most hard fitting or hose barb.
10-APR-2009
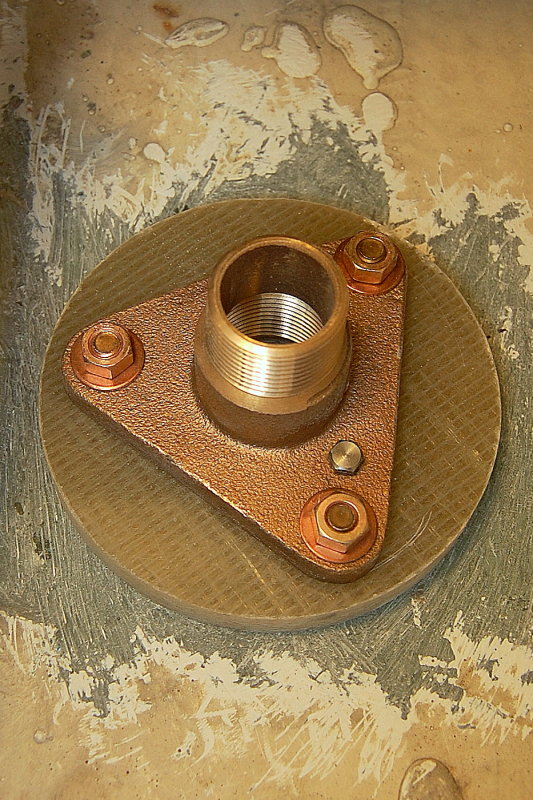
Installed
Here is the tapped fiberglass backing block installed and ready for curing. Let it cure overnight and in the morning go remove the thru-hull, and the flange, then clean them of the wax.
The last step after de-waxing the thru-hull and flange is to bed them with underwater rated marine sealant and install the seacock, hose barb and hose.
You now have a life long backing block, with replaceable studs, and no extra holes in your hull. Simple and easy..
I choose to use replaceable studs because in the event they become buggered you can simply replace them.
MAY-2006
Help Support This Site
Like what you saw or read in this article? Was it helpful? Could the information save you some money? Would you like to see more articles like this?
If so feel free to donate, support the site, and keep it growing. Please DO NOT feel obligated at all. If you like it and want to make a donation, please do. Your donations help keep the content coming and also help keep it FREE.
Click the DONATE button below if you would like to make a donation via PayPal.