13-Sep-2015
Case taped off
After doing other modifications to the case like installing threaded holes for an oil level sight tube, I taped off the areas that will not be painted and sprayed the case with ceramic impregnated engine paint that I used on my engine.
13-Sep-2015
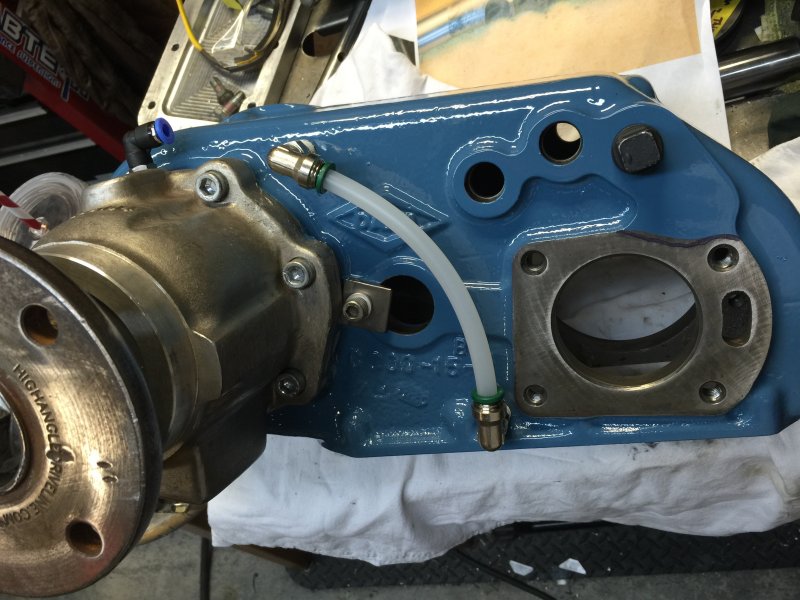
Case painted
I shot three coats of the ceramic impregnated engine paint to the transfer case. Now after I machine the bearing housing for the front output shaft I will be able to reassemble.
14-Sep-2015
Oil level sight tube installed
After the paint dried (with the help of hardener) I installed the fittings for the oil level sight tube.
19-Sep-2015
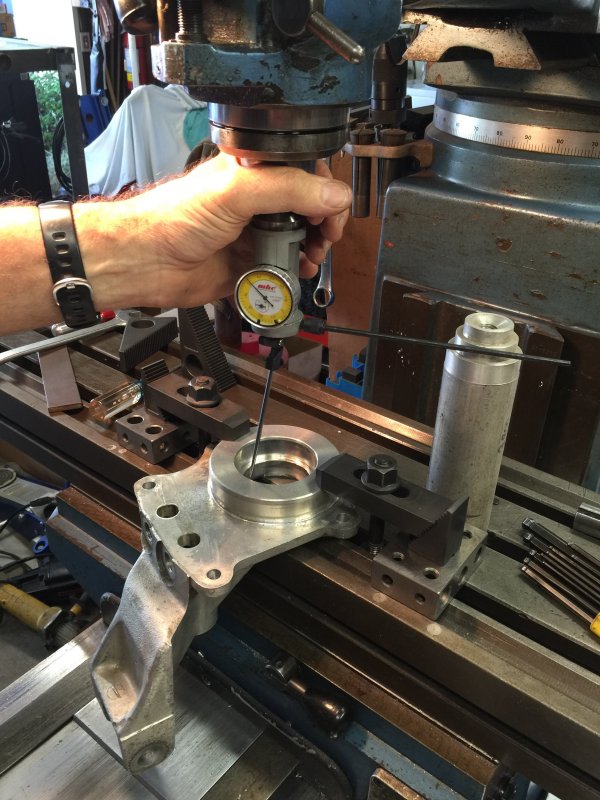
Machining the new bearing bore
I decided to increase the strength of the transfer case by installing a heavy duty 32 spline output shaft for the front to match the rear heavy duty 32 spline output. My good friend Paul has a nice machine shop set up in his garage and he offered his morning to help me mill the bore opening in this bearing housing. My brother who is a machinist by trade, now programs CNC machines, met us at Paul's with cutting tools, boring head, and numerous measuring devices.
After fastening the bearing housing to the table, we had to make sure that the bearing bore was on the same plane as the table and centered under the tool head.
19-Sep-2015
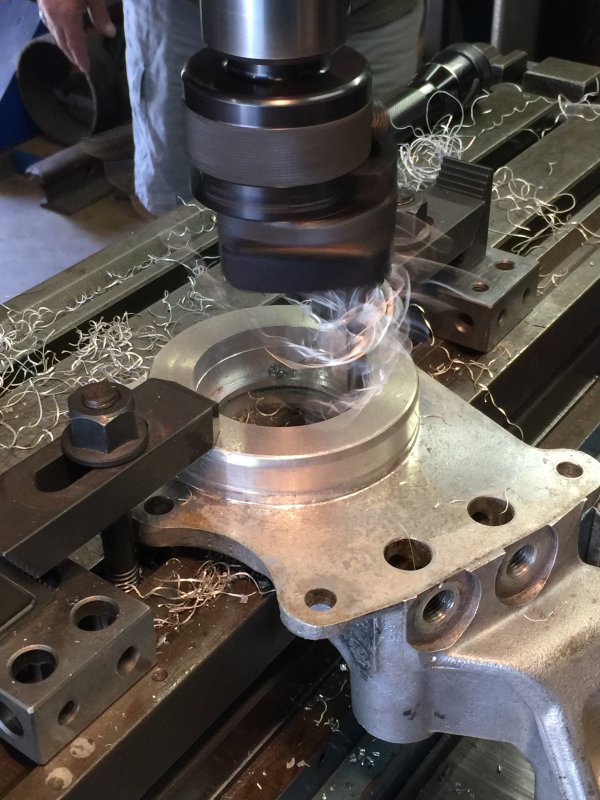
Taking the first cuts
The main bore needed to be opened up as well as the bearing bore and depth. With the help of my brother, the job went very well with his experience and expertise.
19-Sep-2015
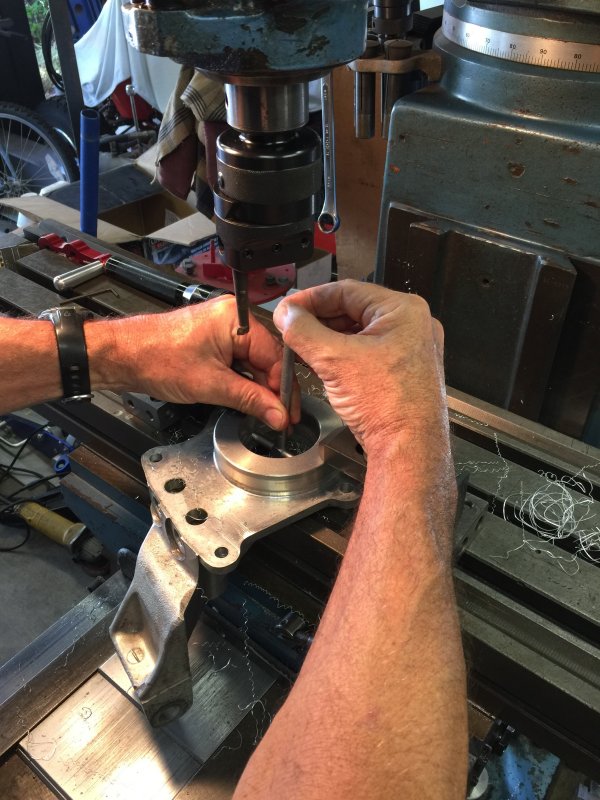
Numerous measurements were taken
Since the bearing bore size is very critical with a +/- tolerance of .001 of an inch we took many measurements during the machining process using three different types of measuring tools so that we were accurate.
19-Sep-2015
taking off material with the Boring tool
This boring tool made the job easy
19-Sep-2015
Machining complete
After many measurements and numerous cuts all of the machining is now complete.
19-Sep-2015
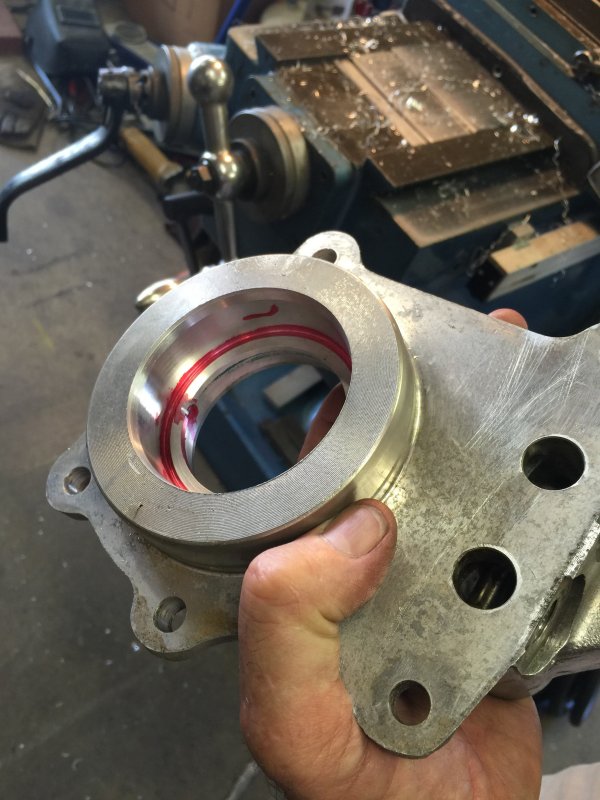
Bearing housing ready for assembly
Now that all of the machining is complete, I cleaned up the bearing housing and I am now ready to install the bearing race, output seal, both shift rods, and the high tension shift rod springs.